
Cold Drawn Steel Tube And Pipe

- PRODUCT DETAIL
Cold-drawn steel pipe generally takes several times pulling in between each drawing a corresponding stress relieving, to ensure the smooth progress of the next cold drawn.
From the appearance of cold-rolled seamless steel tubes tend to be small in diameter, hot-rolled seamless steel tubes are often large diameter.
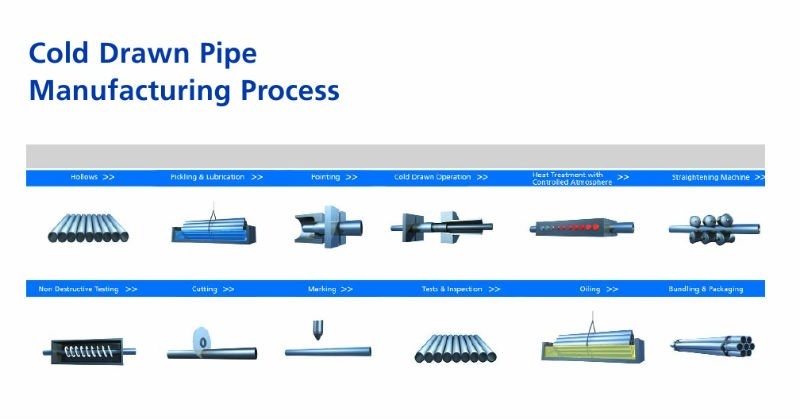
Cold drawn steel pipe manufacturing process:
Heat treatment of cold drawn seamless steel pipe: cold drawn steel annealing: refers to the metal material is heated to the appropriate temperature, to maintain a certain time, and then slowly cooled heat treatment process. Common annealing process are: recrystallization annealing, stress relieving, ball annealing, fully annealed and so on. The purpose of annealing: mainly to reduce the hardness of the metal material, to improve the plasticity, or cutting processing to Liqie pressure processing, reduce the residual stress and improve the uniformity of microstructure and composition, heat treatment, after possible or tissue preparation. Cold Drawn Seamless tubing (also known as CDS).
| Production | Stainless Steel Seamless Pipe/Tube |
| Technique | Seamless (Cold Drawn/Cold Rolling) |
| Standard | GB/T 14975-2002,GB/T 14976-2002,GB 13296-2007,GB 9948-2006,GB 5310-95 |
| ASTM A312, ASTM A213, ASTM A269 and ASTM A511, ASTM A789 and ASTM A790 | |
| JIS 3463 and JIS 3459 | |
| DIN 2462, DIN 17458 and DIN 17456 | |
| GOST 9941 | |
| Out Diameter | 1/8″~32″ (6mm~830mm) |
| Wall Thickness | SCH10S,SCH40S,SCH80S,SCH160S (1mm~60mm) |
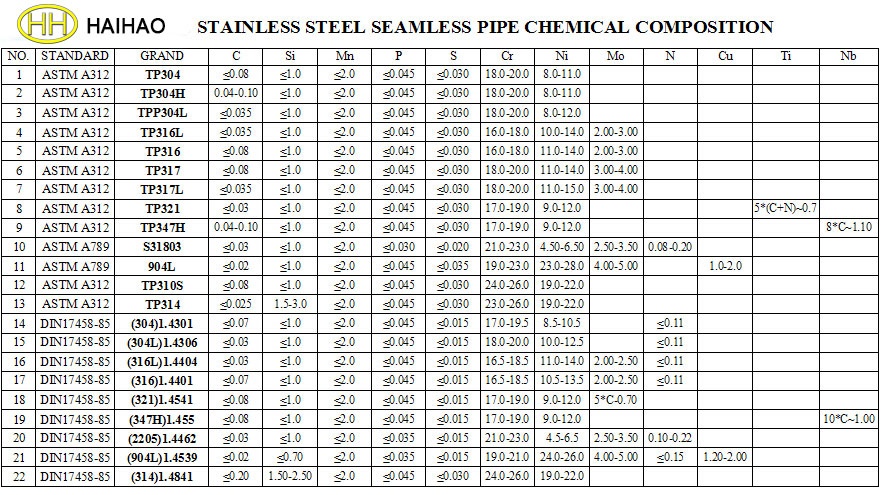
| Material | TP304,TP304L,TP304H,TP316,TP316L,TP316Ti,TP309,TP310S,TP314, |
| TP317L,TP321,TP347H,904L,S31803,S32205,S32750 etc. | |
| Length | 1-12m or as customers required |
| Surface treatment | polishing,annealing,bright annealing and acid pickling |
The principal reasons behind cold drawing are: Precision cold drawn seamless steel tube Achievement of closer wall thickness and diameter tolerance Improvement in surface finish To enhance serviceability No premature failure Suitable for critical forming Such as 180 deg Bends Enhancement of mechanical properties of the tube Expansion of product mix towards the lower end of the OD and wall thickness scales.
THERE ARE THREE BASIC PROCESSES EMPLOYED FOR THE COLD DRAWING OF TUBE: Hollow drawing Stationery drawing or floating plug drawing and Drawing over a mandrel (also known as drawing on-the-bar) Annealing After the goods are cold drawn to sizes, the tubes are put on annealing furnace for heat treatment and normalising. Straightening Post annealing, the goods are passed through a seven roller straightening machine to achieve proper straightening of the tubes. Eddy current Post straightening, each tube is passed through eddy current machine to detect for surface cracks and other defects . Only the tubes that pass eddy current are fit for delivery to customers. Finishing Each tube is either oiled with corrosion resistant oil or varnished for surface protection and corrosion resistant as per customers requirement, each tube end is covered by plastic end caps to avoid damage in transit, the marking and specs are put and the goods are ready for dispatch.
PREV: Casing Pipe