
Precision craftsmanship in heat treatment of carbon steel elbow
In the intricate world of pipeline systems, elbows play a pivotal role in redirecting the flow. With a diverse range of materials, including cast iron, stainless steel, alloy steel, malleable cast iron, carbon steel, non-ferrous metals, and plastics, these elbows come in various angles, such as the commonly used 45°, 90°, and 180°, as well as unconventional angles like 60°, tailored to meet specific project requirements. The connection methods are equally versatile, spanning from direct welding, flange connections, fusion welding, electric fusion welding, threaded connections, to socket connections, among others. Production processes vary, encompassing welding, pressing, pushing, and casting.
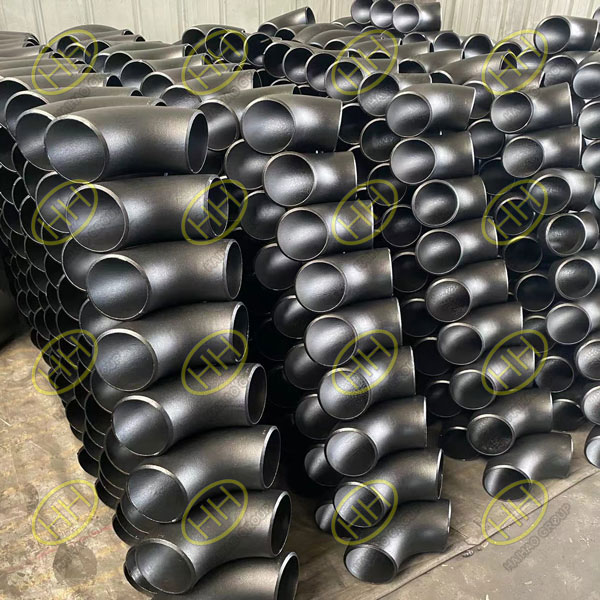
A234 WPB carbon steel elbows
Heat Treatment Precision and Requirements:
In the production of carbon steel elbows, we employ the crucial heat treatment process of normalization followed by tempering, coupled with precision machining of the ports. The thickness of the elbow’s walls is of paramount importance, necessitating the retention of a certain degree of burn loss and machining margin. Typically, a margin of 10% to 20% is left, relative to the theoretical wall thickness of the elbow. The smaller the ratio of wall thickness (δ) to the diameter of the cross-section (D), the better the fitting performance with the mold, although there is an increased risk of instability and wrinkling in the inner arc. Considering the characteristics of metal, where volume remains constant during plastic deformation and wall thickness remains unchanged during pushing, we have derived a formula for the outer diameter of the pushing blank. The choice of the actual outer diameter concerning the calculated value (Dp) is crucial for fitting performance and inner arc stability.
Temperature Control in Heat Treatment:
For carbon steel elbows, the determination of the heating temperature follows the principle of being above the material’s austenitizing temperature, ensuring that the main compressive stress on the inner wall during pushing is lower than the material’s yield limit at this temperature. Using medium-frequency induction heating technology, different materials have different temperature ranges. For instance, the highest temperature for WB36 steel is 850 to 900 ℃, A335P22 steel is 900 to 950 ℃, and A335P91 material reaches a maximum heating temperature of 900 to 1000 ℃. Temperature measurements are conducted using a combination of fixed infrared thermometers and handheld infrared thermometers.

Carbon stee 90 degree elbows
Control of Temperature Distribution:
Temperature distribution is a critical process parameter controlled by the shape of the induction coil and the relative position of the induction coil to the core rod head. The shape of the induction coil is the primary factor, while the relative position of the induction coil to the core rod head is a secondary factor. The temperature along the radial distribution of the core rod head follows a pattern of low, medium, and high temperatures. At higher temperatures, the wall thickness of the pressed elbow increases. The impact of pushing speed on the geometric shape of carbon steel elbows is significant. A faster pushing speed increases productivity but also raises the thinning rate of the elbow wall. The determination of the pushing speed ensures that the main compressive stress on the inner wall is lower than the material’s yield limit at this temperature, while the outer wall elongation rate is less than the material’s maximum elongation rate at this temperature. The material’s thermal conductivity, permeability, and medium-frequency power contribute to a faster pushing speed, enhancing productivity but with a trade-off of increased thinning of the carbon steel elbow wall.
At Haihao Group, we take pride in the meticulous craftsmanship applied to the heat treatment of carbon steel elbows. Our commitment to precision and quality ensures that these essential components meet and exceed industry standards, contributing to the seamless flow and longevity of pipeline systems.